| Item | Smeden | Gieten |
| Proces | Smeden is een proces waarbij gebruik wordt gemaakt van een smeedmachine om de metalen plano plastische vervorming te veroorzaken, om bepaalde mechanische eigenschappen, vorm en grootte te verkrijgen.Door smeden kan het metaal worden geëlimineerd als losse defecten in het smeltproces, de microstructuur worden geoptimaliseerd, de volledige metaalstroom behouden blijft, zodat de mechanische eigenschappen van smeden over het algemeen beter zijn dan het gieten van hetzelfde materiaal.De meeste belangrijke machineonderdelen die een hoge belasting en serieuze werkomstandigheden vereisen, zijn smeedonderdelen. | Gieten is een proces waarbij het vloeibare metaal, na afkoelen en stollen, in de gietholte wordt geplaatst om de benodigde onderdelen te verkrijgen. |
| Materiaal | Smeedmateriaal maakt op grote schaal gebruik van rond staal, vierkant staal.Er zijn koolstofstaal, gelegeerd staal, roestvrij staal en een aantal non-ferrometalen die voornamelijk worden toegepast in de ruimtevaart- en precisie-industrie. | Bij het gieten wordt meestal grijs gietijzer, dectiel gietijzer, smeedbaar gietijzer en "gietstaal" gebruikt. Gemeenschappelijk gietend non-ferrometaal: messing, tinbrons, wuxi-brons, aluminiumlegering enz. | Onder vergelijkbare omstandigheden presteert het smeden van metaal beter op het gebied van mechanische eigenschappen, terwijl gieten superieur is bij het vormen. |
| Uiterlijk | De oxidatiereactie van smeedstaal tijdens het hoge temperatuurproces zal lichte kylinkorrels in het oppervlak van de gesmede baktanden veroorzaken.Omdat smeden wordt uitgevoerd door gieten, zou er na het verwijderen van de sleuf in de mal een scheidingslijn in de gesmede baktanden zitten. | Er zitten zandsporen en gietvliegen op het oppervlak van de gietemmertanden. |
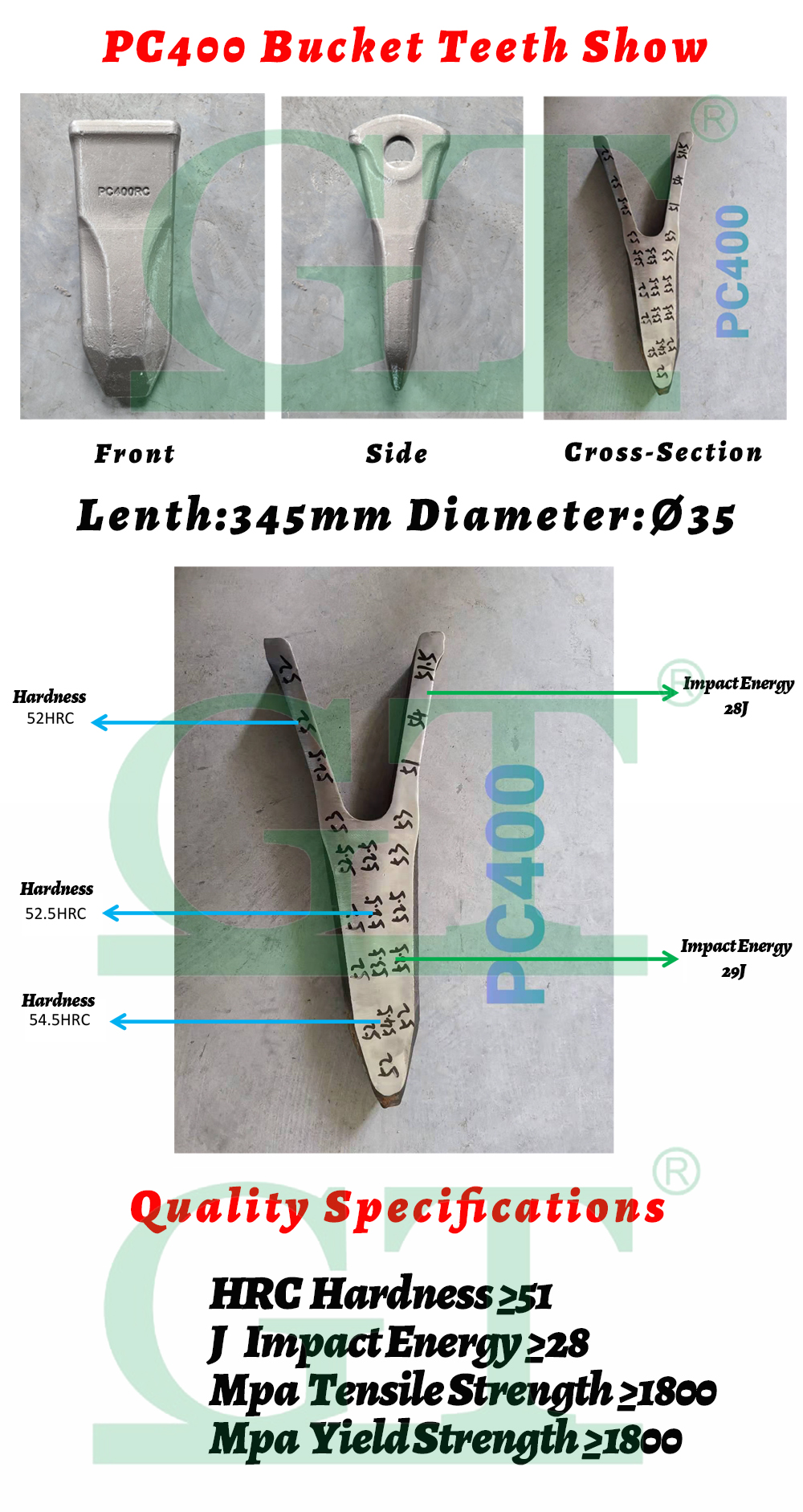
| Mechanische eigendom | Het smeedproces kan de continuïteit van de metaalvezels garanderen en de volledige metaalstroom behouden, goede mechanische eigenschappen en een lange levensduur van de baktanden garanderen, welk gietproces onvergelijkbaar is. | Vergeleken met gietstukken kunnen de structuur en mechanische eigenschappen van metaal na het smeden worden verbeterd.De gietorganisatie na het smeden van thermische vervorming, de oorspronkelijke omvangrijke kristal- en kolomvormige korrel verandert in fijne korrels, en de uniforme isometrische herkristallisatieorganisatie, laat de structuur van de oorspronkelijke segregatie in de staaf, osteoporose, porositeitsslakkeninsluiting en andere compacter dichterbij komen, waardoor de structuur wordt verbeterd de metaalplasticiteit en mechanische eigenschappen.
Smeden is het verkrijgen van de gewenste vorm door het metaal door plastische vervorming te drukken, meestal met een hamer of druk.Het smeedproces biedt een fijne korrelige structuur en verbetert de fysische eigenschappen van het metaal. Bij praktisch gebruik kan een goed ontwerp de korrelstroom in de richting van de hoofdspanning garanderen.Terwijl gieten het verkrijgen van metaalvormende voorwerpen is door middel van allerlei gietmethoden, dat wil zeggen het vloeibare metaal in de voorbereide mal plaatsen om een bepaalde vorm, grootte en eigenschappen te krijgen, door smelten, gieten, injectie of een andere gietmethode, en daarna uitschudden. koeling, reiniging en eindbehandeling. |